




Zastosowanie
Z uwagi na przyjęte rozwiązania konstrukcyjne, stosowane materiały narzędziowe i przeznaczenie frezy ślimakowe produkcji IOS stanowią narzędzia specjalne, dostosowane do określonego zadania technologicznego.
Frezy ślimakowe umożliwiają:
- wysokowydajną obróbkę uzębień ewolwentowych wielowypustów i zarysów wielorowkowych w typowych materiałach konstrukcyjnych,
- obróbkę materiałów trudno skrawalnych, w tym stali ulepszonych cieplnie do twardości 40 HRC oraz zahartowanych,
- nowoczesną obróbkę zarysów uzębień
Wzrost twardości frezów można uzyskać przez ich pokrycie warstwą twardą, np. typu TiN, zarówno w wersji konstrukcji jednolitych, jak i składanych. Warunkiem wykorzystania pełnych możliwości eksploatowanych frezów jest zapewnienie wysokiej sztywności statycznej i dynamicznej układu obróbkowego oraz odpowiedniej mocy napędu głównego obrabiarki. Przykładowo, stosując frezy ślimakowe z ostrzami ze stali szybkotnącej o modułach od 2 do 8 mm, możliwe jest stosowanie następujących parametrów skrawania: prędkość skrawania vc = 50¸80 m/min, posuw fo=1¸3 mm/obr.
W przypadku zastosowania spiekanychwęglików metali na frezy o modułachm = 0,8¸1,0 mm można stosować prędkość skrawania vc = 30¸140 m/min i posuw fo = 0,1¸0,3 mm/obr.
Charakterystyka techniczna
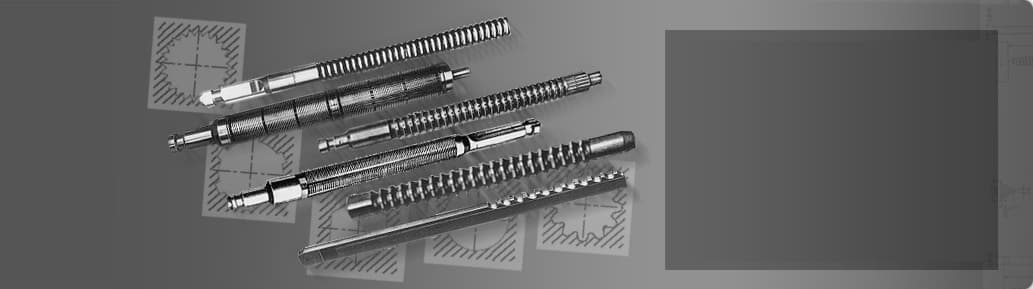
Narzędzia są wykonywane w następujących odmianach:
- frezy modułowe jednolite (ze stali szybkotnącej lub spiekanych węglików metali),
- frezy składane,
- małomodułowe (1.0<mŁ 2.5 mm) klasa dokładności AA, A i B,
- średniomodułowe (2.5<mŁ12.0 mm) z segmentami skrawającymi ze stali szybkotnącej, klasa dokładności AA, A i B,
- wielkomodułowe (12.0<mŁ25.0 mm) z ostrzami skrawającymi konstrukcji specjalnej ze stali szybkotnącej, klasa dokładności B.
Ekonomiczne efekty stosowania frezów ślimakowych
- zwiększenie wydajności obróbki 3-4 krotnie w porównaniu do frezów konwencjonalnych,
- racjonalne wykorzystanie, w przypadku frezów składanych, drogich materiałów narzędziowych (szczególnie istotne przy większych modułach),
- uzyskanie najkorzystniejszych parametrów struktury materiałowej dzięki możliwości optymalizacji obróbki cieplnej,
- zmniejszenie kosztów regeneracji narzędzi dzięki wielokrotnemu wykorzystaniu korpusów frezów,
- zastąpienie, w określonych przypadkach, obróbki wykańczającej szlifowaniem przez obróbkę toczeniem lub frezowaniem, w szczególności dla materiałów ulepszonych cieplnie do twardości 40 – 45 HRC,
- możliwość obróbki kół zębatych hartowanych (w przypadku ostrzy ze spiekanych węglików metali).












